
Industrial Applications
Major Industrial Sectors Served
We are actively offering Process Solutions to the following industrial sectors.
Our Products are well suited for:
Greenfield
Brownfield
- New unit
- Revamp – expansion, debottleneck, retrofit and replacement
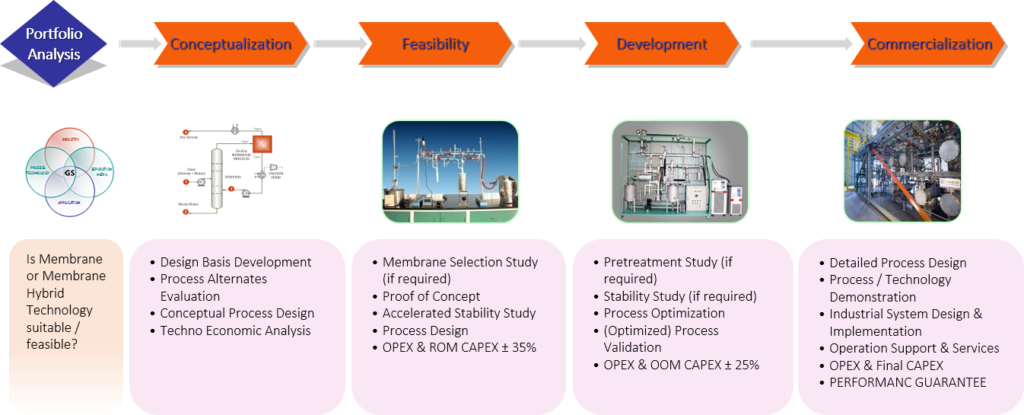
Our Approach to Industrial Application Development
INDUSTRIAL SEPARATION PROBLEMS
Organic Solvent-Water Separation Problem
Organic Solvent-Water Mixtures are omnipresent in wide range of industrial sectors. Separation of these mixtures is required both during the manufacturing of such solvents (petrochemical & biofuel sectors) and in recovery of the solvents (life sciences, specialty & fine chemical and micro-electronics sectors).
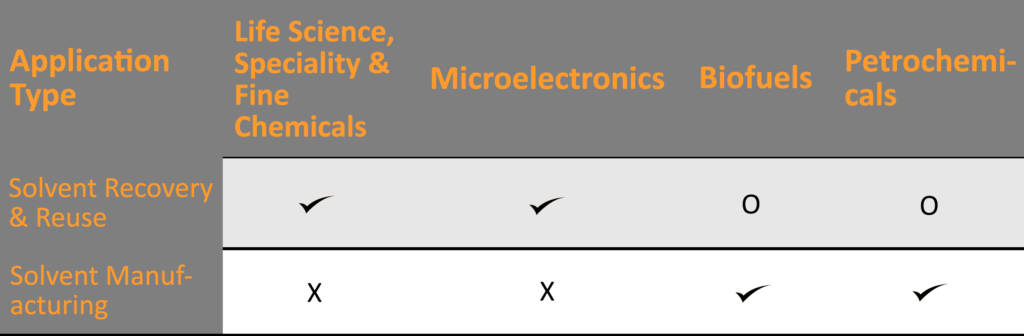
O LIMITED APPLICABILITY
Organic Solvent-MeOH Separation Problem
Organic Solvent-MeOH Mixtures, though not as common as solvent-water mixtures are frequently encountered in life-sciences, specialty and fine chemical sectors.
Existing Alternatives
Separating Organic Solvent mixtures with Water and/or Methanol is challenging for the following reasons:
- Most volatile solvents form homogenous azeotropes with water (Ex: Ethanol, IPA, THF, ACN) and methanol (Ex: Acetone)
- Some mixtures are pinched (Ex: Acetone-Water)
- Some solvents are heat-sensitive (Ex: DMF, DMSO)
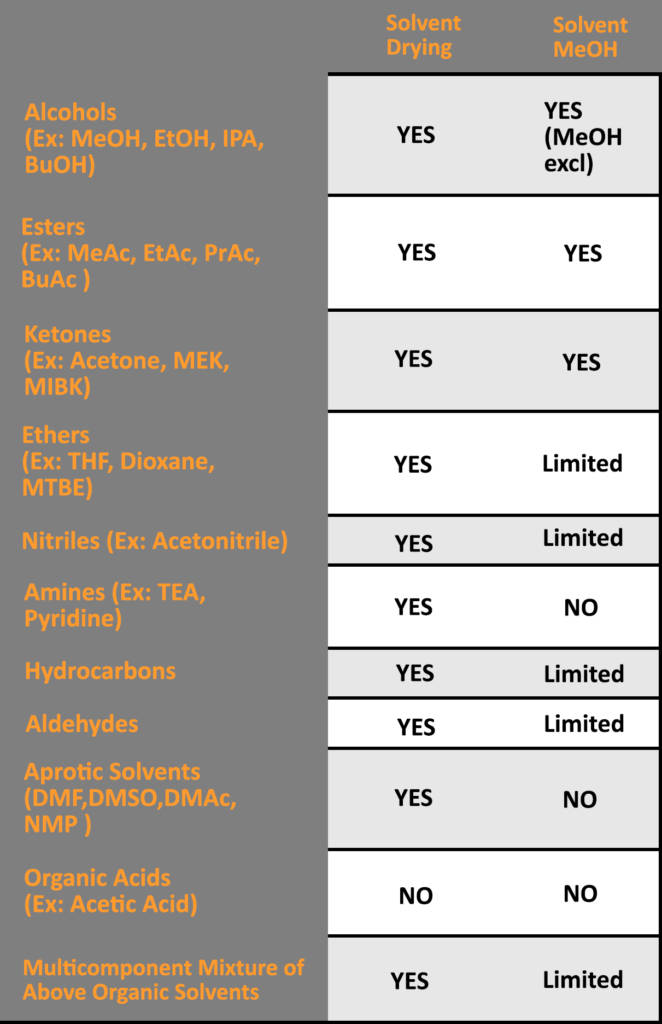
- Therefore, conventional solutions (e.g. distillation, salting out, adsorption) do not work as effectively as ICN solutions. The following table presents a high level comparison.
ZeoSep vis-à-vis Other Technologies

Due to its hydrophilicity, high selectivity, high flux (throughput), excellent chemical, mechanical and thermal stability, it is possible to use ICN technologies to overcome the limitations of the existing processes.
INDUSTRIAL SECTOR SOLUTIONS
Life Sciences, Specialty & Fine Chemicals
Life Sciences, Specialty & Fine Chemicals manufacturing sectors use organic solvents for chemical processes (e.g. synthesis, precipitation) and other operations including drying, cleaning, topcoating, printing and film casting. These solvents often become contaminated with water as a result of their use.
Water sources are:
1.By product in the reaction
2.From raw materials
3.From washes/extraction
4.Ingress from Atmosphere
Since the cost of purchasing virgin solvents is continuously increasing and the disposal of spent is becoming expensive, the economics of recovery of solvents from spent liquid or air streams are very compelling. Refer Illustration.
The feed streams may be in liquid phase (hydrous-solvent) and vapor (solvent-laden gas) phase. Refer Illustrations.
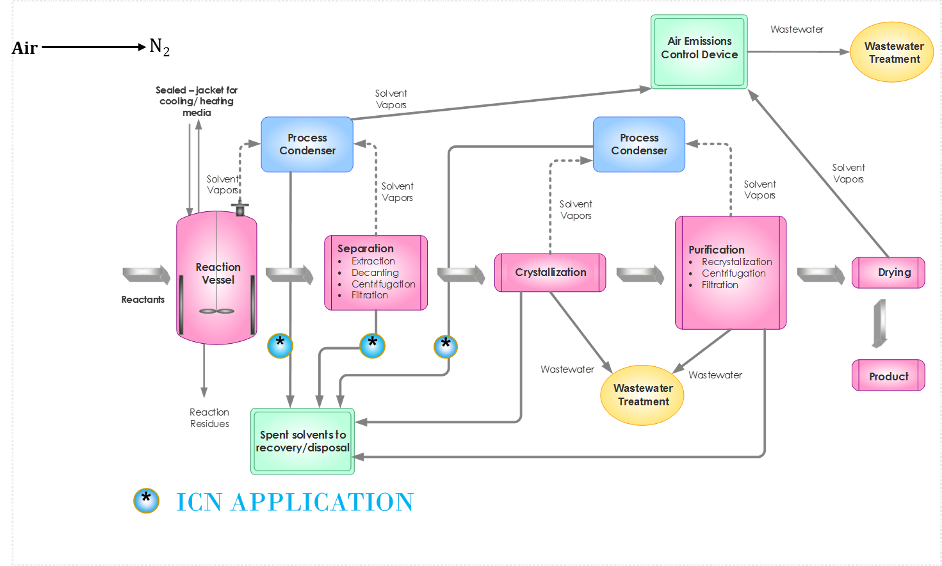
Pharmaceutical/Fine Chemical Industries Process Flow
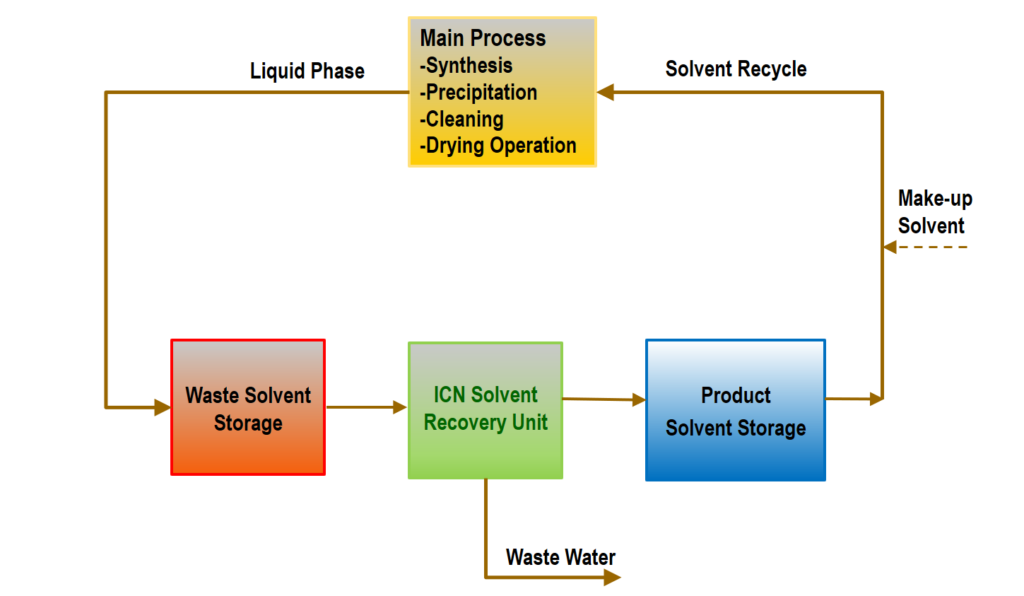
ZeoSep – Solvent Recovery from Spent Solvent Liquid Stream
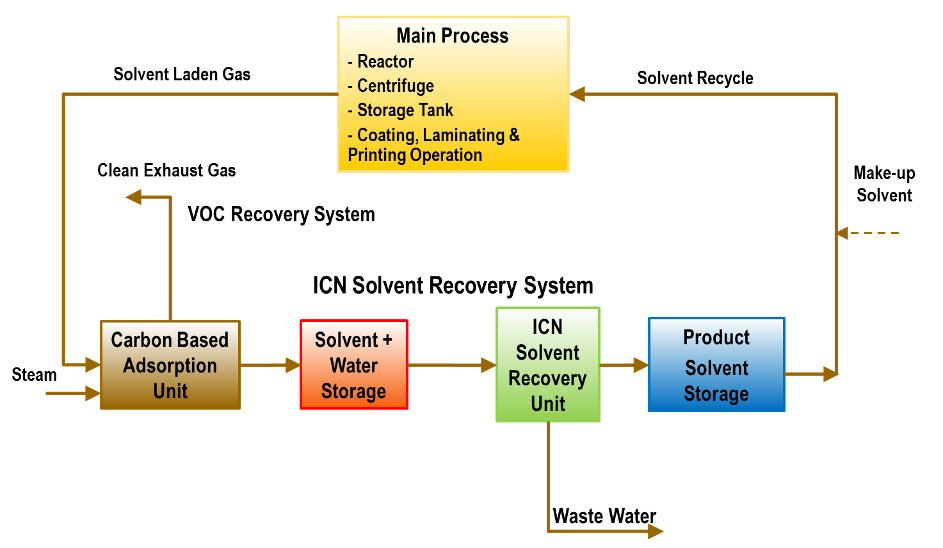
ZeoSep – Solvent Recovery from Solvent Laden Gas Stream
Microelectronics
Large quantities of solvents such as IPA, NMP, Acetone, Ethers are used in microelectronics for cleaning, degreasing, drying and other operations during manufacture.
In particular, Isopropyl Alcohol (IPA) is used in bulk by the electronics industry in cleaning and vapor drying operations in the manufacturing of semiconductors, flat panel displays, disks, opto-electronics, and other electronics components. IPA used gets contaminated with moisture, metallic impurities, and organic impurities due to drag-out from prior processing steps. Our IPA Reprocessor may be integrated in-line in a Point-of-Use Solution or waste IPA from various lines may be collected and processed in a Central Solution. Both solutions are illustrated below.
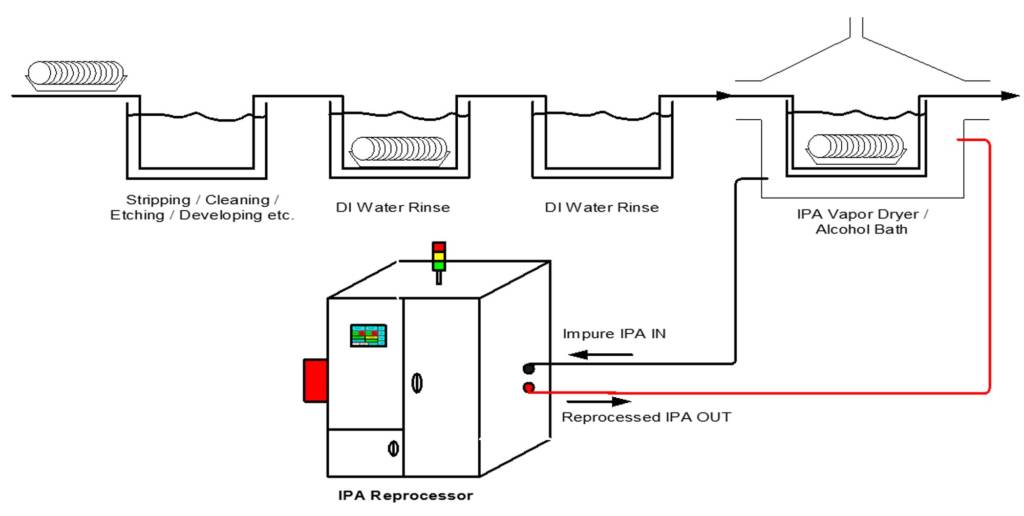
POINT-OF-USE SOLUTION

CENTRAL SOLUTION
Biofuels
Bioethanol is growing rapidly for fuel-blending to produce green fuels.
Additionally, other alcohols – such as mixed alcohols and butanol are gaining favor.
The production of bioalkanols may be fermentation based or thermochemical route.
In fermentation, the concentrations vary from 1.5% to typically 12% (depends on raw material, fermentation mechanism etc.). Conventionally, the concentration of ethanol is accomplished by costly and energy-intensive distillation and dehydration operations. Molecular sieves have essentially replaced azeotropic distillation due to their increased energy efficiency and resulting lower cost of production.
In thermochemical route, an alcohol rich stream with 20-30% water is produced.
Conventional unit operations are energy-intensive and CAPEX intensive if energy consumption is reduced. ICN Membrane solutions are very attractive – both for green field and revamps.
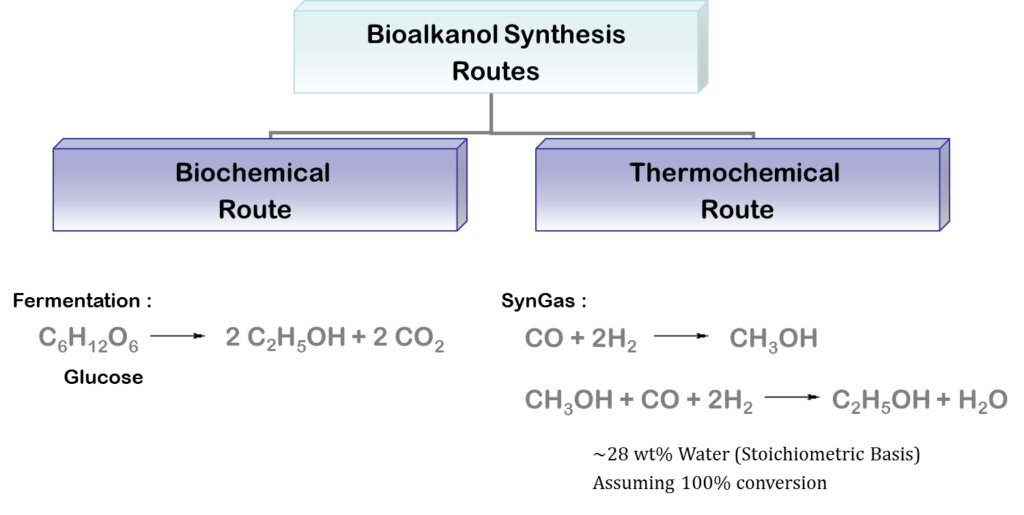
Introduction – Bioalkanol Synthesis Routes
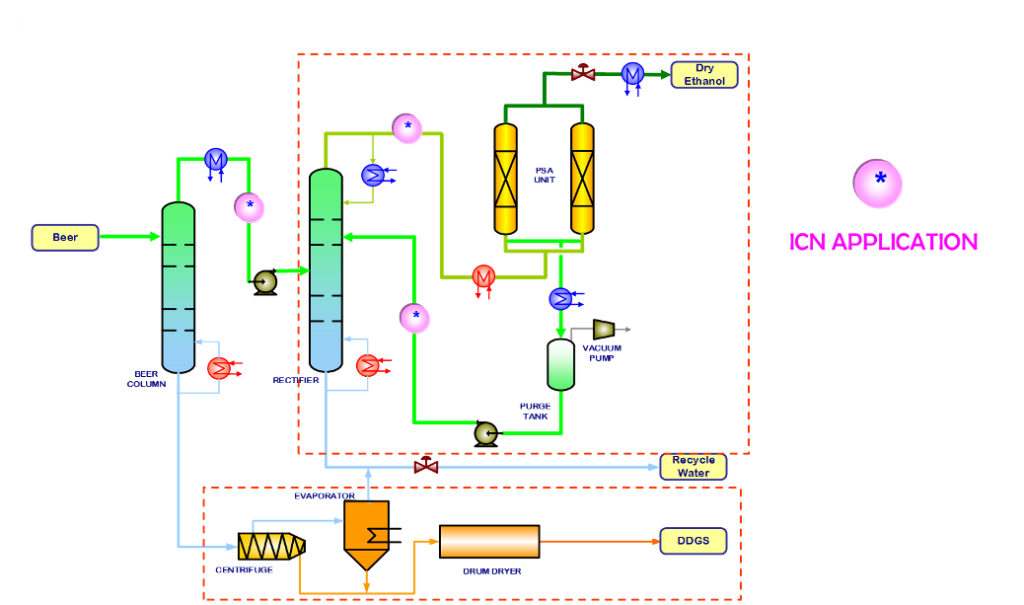
Biochemical Route – Membrane Process Opportunities
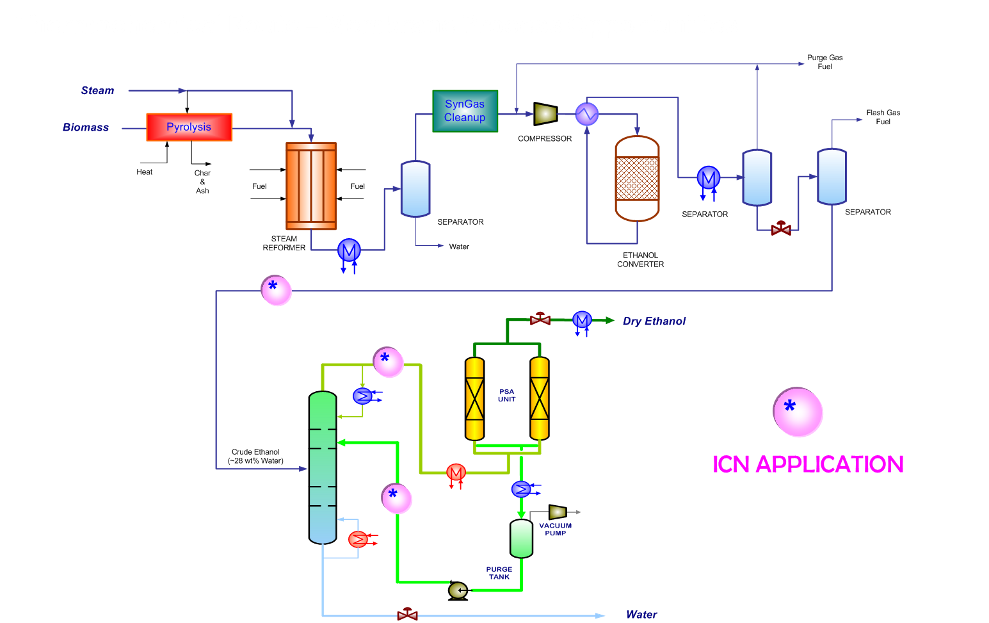
Thermochemical Route – Membrane Process Opportunities
Petrochemicals
In Petrochemicals manufacturing (IPA, THF, Acetonitrile etc.), water may be used as a reactant and/or generated in the reaction. It is necessary to get rid of water in the final product. Removal of water also aids in other separations and purifications downstream of the reaction. Typically, distillation is used. However, due to the known limitations of distillation, ICN Membrane Solutions may be used for both green field applications and revamps. Economics are generally very compelling for revamps.
Refer illustration.
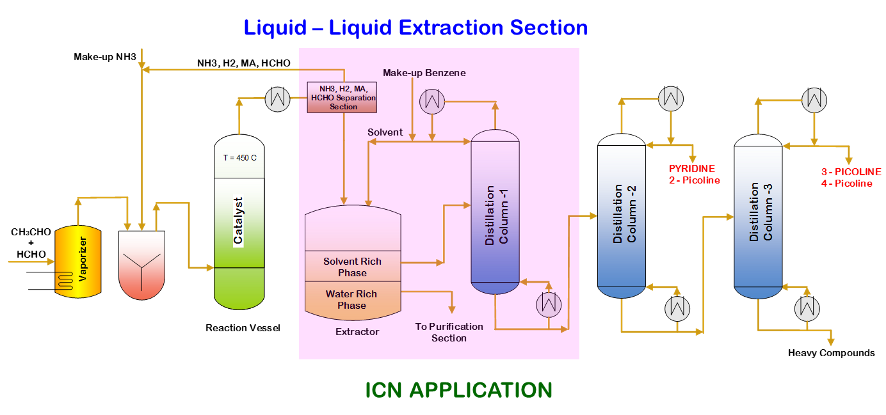
Petrochemical Solvent Systhesis
OUR SYSTEMS
We offer a wide range of solutions that have been developed based on our material and process technologies. They may be stand-alone or hybrid to maximize value to the customer. Systems may be designed to operate in batch mode or continuous mode. However, intrinsic mode of operation of most systems is continuous though they may be easily integrated with batch processes.
- SOLVENT DRYING
- SOLVDRY VP SYSTEMS – Vapor Permeation system for solvent drying using ZeoSep VP or PolyGSep or both
- SOLVDRY PV SYSTEM – Pervaporation System for solvent drying using ZeoSep PV
- SOLVDRY VPPV COMBO SYSTEMS – Hybrid System for solvent drying using both PV and VP process modes.
- SOLVDRY MEMBRANE-DISTILLLATION HYBRIDS – Hybrid System for solvent drying combining distillation
- ZEOPURE ACN REPROCESSOR – Hybrid system for recovery and reuse of acetonitrile. Uses combination of proprietary configuration for ultra high purity needs.
- IPA REPROCESSOR – Hybrid system for recovery and reuse of IPA. Uses combination of proprietary configuration for ultra high purity needs.
- SOLVENT-METHANOL SEPARATION
- METHSEP VP SYSTEMS – Vapor Permeation system for solvent –METHANOL SEPARATION using PolyGSep VP.
- METHSEP MEMBRANE-DISTILLLATION HYBRIDS – Hybrid System for solvent methanol separation distillation.
Application Envelope
ICN Solutions compete with & complement conventional technologies
e.g. Distillation, Salting-out, Adsorption & occasionally LLE and crystallization
Typical Specifications
- Feed & Product Phase
- Most systems take liquid feed and produce liquid product. They may also be integrated with upstream/ downstream process to take vapor feed and/or product.
- Solvent Mixture laden gas streams need to be liquefied before feeding to our System.
- Utilities
- Low Pressure Steam or Medium Temp. Hot Oil (Models that use neither are available)
- Raw Power
- Cooling Water
- Chilled Water
- Nitrogen (for blanketing, purging, flushing)
- Instrument Air & UPS Power (for controls)
Why Clean & Green ?
- Safe & Non-hazardous
- Mild operating conditions
- Low leachables & extractables
- Physical separation without the use of chemicals
- No side reactions
- Minimal effluents & emissions
- Energy Efficient
- Recovery
FEATURES AND BENEFITS
Key Features
- High Purity Products (High GC Purity due to intrinsic safety and low dead-volumes)
- Flexible & Versatile Processes
- Multipurpose Systems
- Minimal waste streams
- Safe Operation (Operation at reduced T, P compared to conventional technologies)
- Long Lasting Membranes
- Low OPEX (Low Energy Cost)
- Simple, Easy to Control Process
- Quick & Easy Startup & Shutdown
- High uptime / availability (Low maintenance requirements)
- Excellent turndown operability
- Skid-mounted Modular Units
- Compact Footprint
- Easy to integrate in existing facilities
- Suitable for both new installations and revamps
Environmental & Safety Benefits
- No possibility of peroxide formation or other impurity formation as no storage or liquid hold-up
- Operating in Vapor Phase
- Minimal liquid hold-up (large liquid volumes are not stored nor processed).
- All vessels with hold-up purged with N2 blanket.
- Cleanest & Greenest Process for Solvent Drying
- Lower E Factor (Reduced Solvent Intensity & Water Intensity)
- Reduced Energy Consumption
- Safe & non-hazardous (Reduced risk of exposure, release, explosions and fire)
- Reduction of on site storage for virgin solvent and waste solvent
- Reduction of transportation of solvent to and from facility reduces associated liability issues
- Reduction in reporting requirements to regulatory agencies
- Positive impact with insurance underwriters
Sustainable Manufacturing
Financial Justification
- Guaranteed System Performance
- Short Payback Time
- Savings in cost of virgin solvents
- Savings in disposal costs
- Savings in transportation, storage, labor and handling costs
- Improvements in process – enhanced yield, improved product quality due to higher solvent purity
- Intangible benefits from enhanced reputation for environmental friendliness, lower possibility of law suits due to pollution, etc.
- Lower operating costs – low energy consumption, high solvent recovery, negligible solvent make-up
- Chemical tolerant, mechanically stable, long lasting zeolite membranes and other components
- Low maintenance costs
- Low installation costs – compact footprint
- Flexible Operation – may be used for a wide range of solvents